In the pharmaceutical industry, maintaining a sterile and clean environment is paramount. The facilities need to meet stringent regulations to ensure product quality and safety. A critical component of achieving this standard is the type of flooring used, and pharmaceutical epoxy flooring stands out as an exemplary choice.
Epoxy flooring offers a seamless, durable, and easy-to-clean surface, ideal for environments where contamination can have serious consequences. The impermeable nature of epoxy flooring prevents the absorption of spills and resists staining, making it a perfect fit for pharmaceutical settings.
This article explores three key ways in which pharmaceutical epoxy flooring enhances cleanliness and supports the demanding needs of the industry.
From its seamless design to its antimicrobial properties, epoxy flooring contributes significantly to an efficient and hygienic workspace. These benefits collectively reduce contamination risks, thus ensuring a reliable production environment. Let us delve deeper into the specific features and advantages of epoxy flooring within pharmaceutical facilities.
1. Seamless and Non-Porous Surface
A significant advantage of pharmaceutical epoxy flooring is its seamless and non-porous surface. Such surfaces are crucial in environments where contaminants and germs must be minimized or entirely eliminated. The lack of seams reduces the places where dirt and bacteria can hide, making them easy to clean and disinfect.
Unlike traditional tile or wood flooring, epoxy creates a continuous surface with no cracks or crevices. This characteristic ensures that dirt, dust, and microbial growth are minimized, leading to higher cleanliness levels. The non-porous nature also means that liquids and spills do not penetrate the surface, preventing stain formation and mold growth.
The seamless nature of epoxy flooring contributes significantly to the efficient cleaning and maintenance protocols in pharmaceutical environments. Less time is required to maintain hygiene standards, leading to increased productivity within these facilities. Additionally, with fewer joints and edges, the risk of contamination is notably reduced, promoting a sterile working environment.
2. Antimicrobial Properties
Another significant benefit of pharmaceutical epoxy flooring is its antimicrobial properties. These floors can be treated with antimicrobial additives that inhibit the growth and spread of harmful bacteria and microorganisms. Such properties are crucial in pharmaceutical settings where contamination must be avoided to ensure product integrity.
The incorporation of antimicrobial technology in epoxy flooring creates a conducive environment for sterile processing and handling. It serves as an extra layer of protection against microbial contamination, bolstering the facility’s cleanliness measures. This enhancement is especially important for pharmaceutical environments, where stringent hygiene and controlled environments are non-negotiable.
By incorporating antimicrobial properties into the flooring, the overall sanitation level of the facility is improved without additional labor or resources. This passive cleaning mechanism reduces reliance on chemical disinfectants, thereby contributing to sustainable and eco-friendly practices. With fewer bacteria or germs present, a pharmaceutical setting remains compliant with health and safety standards, ensuring the highest quality outputs.
3. Chemical Resistance and Durability
Pharmaceutical facilities often deal with various chemicals and substances that can damage or stain surfaces. Epoxy flooring stands out due to its chemical resistance, maintaining its structural integrity and appearance even in harsh environments. This resistance ensures that the flooring can withstand frequent cleanings and spill exposures without deteriorating.
The robust composition of epoxy makes it less susceptible to chemical interactions that could compromise its surface. This durability means it can support the rigorous cleaning standards required in pharmaceutical settings, ensuring long-term cleanliness and hygiene. In turn, facilities benefit from lower maintenance and replacement costs, contributing to their operational efficiency.
Beyond its chemical resistance, the physical durability of epoxy flooring means it can handle heavy equipment movement and high foot traffic. This ensures that cleanliness is maintained, as surface damage where contaminants might accumulate is minimized. The longevity of epoxy flooring thus supports a consistently clean and operational pharmaceutical environment, free from frequent disruptions related to flooring degradation.
Pharmaceutical epoxy flooring plays a crucial role in maintaining cleanliness and hygiene standards within the industry. Its seamless design, antimicrobial properties, and chemical resistance coalesce to create a safe and sterile environment, essential for pharmaceutical operations. These attributes make epoxy flooring an attractive investment for any facility aiming to uphold rigorous cleanliness standards.
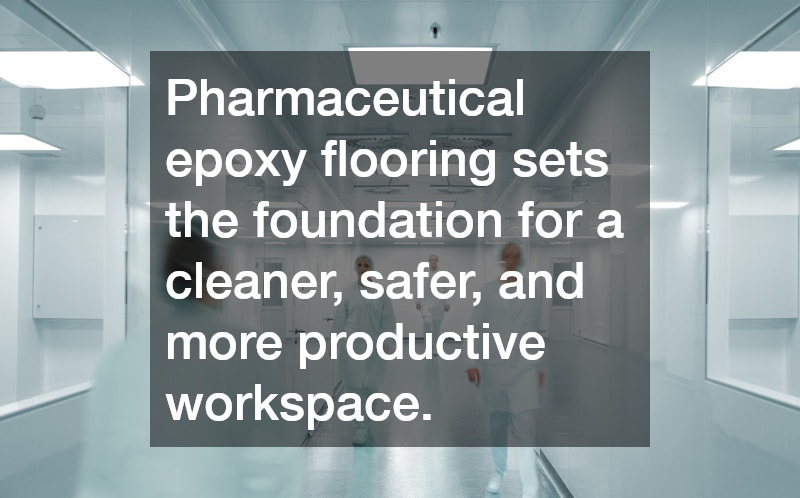
Ultimately, as industries progress and regulations tighten, pharmaceutical epoxy flooring sets the foundation for a cleaner, safer, and more productive workspace. Its role in enhancing cleanliness is invaluable, underpinning the sector’s commitment to delivering high-quality, safe pharmaceutical products. This flooring solution is not merely an infrastructural choice but a critical component in maintaining excellence and compliance in pharmaceutical manufacturing.
.